-
+86-18398694134
-
177, улица Ваньшоу Западная, район Вухоу, город Чэнду
- sidaer369@163.com






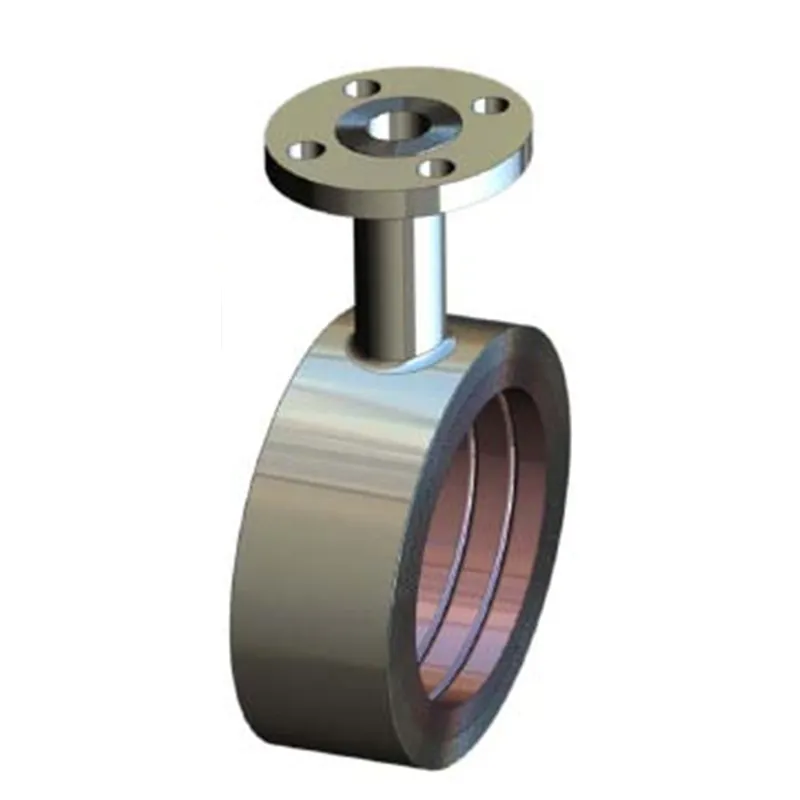
диск задвижки
Когда говорят ?диск задвижки?, многие сразу представляют себе просто круглую стальную пластину. Ну, затвор и затвор. Но на практике — это, пожалуй, самый критичный элемент во всей конструкции. От его геометрии, посадки, материала износостойкого слоя зависит, будет ли задвижка держать десятилетиями или начнёт подтекать после первых же циклов. Частая ошибка — выбирать только по диаметру и давлению, глядя в каталог. А потом удивляться, почему на паровом контуре за год-два седло подъело, хотя PN было заявлено высокое. Тут нужно копать глубже.
Из чего на самом деле делают диски, и почему это важно
Если брать массовый сегмент для воды или нефти, часто идёт литая сталь с наплавкой стеллитом. Казалось бы, проверенная технология. Но вот нюанс: качество наплавки. Видел я как-то партию дисков от одного, в общем-то, неплохого производителя. Внешне — идеально. Но при детальном осмотре под лупой на кромке видны микропоры. Для холодной воды, может, и прокатит. А вот если речь о горячей сред с абразивом или о кавитации — это будущая точка начала эрозии. Седло будет разрушаться неравномерно.
Поэтому для ответственных применений, особенно в энергетике или на магистральных трубопроводах, сейчас всё чаще смотрят в сторону цельнокованых дисков с более сложной многослойной наплавкой. Да, дороже. Но ресурс другой. Кстати, компания ООО ?Сычуань Сыдаэр Технологические инновации и услуги? (их сайт — scstar.ru) в своих комплексных решениях для арматуры как раз делает упор на подборе или изготовлении именно таких, ?неубиваемых? пар затвор-седло. Они не просто продают узел, а считают его сердцем системы, что правильно.
Ещё момент — форма диска. Не только клин или параллельный. Есть нюансы в профиле, радиусах скругления. Это влияет на момент трогания с места, на то, как будет вести себя задвижка при неполном открытии. Иногда заказчик требует ?как у всех?, а потом эксплуатационщики ругаются, что маховик тяжело крутить. А причина может быть как раз в неоптимальном контакте диска с седлом на старте.
Монтаж и притирка: где чаще всего косячат
Самая красивая деталь может быть испорчена при установке. История из жизни: на одной ТЭЦ ставили крупные задвижки на обратный трубопровод. Диски были отличные, импортные. Но монтажники, торопясь, при сборке корпуса не выверили соосность стволов как следует. Вроде, болты стянули по схеме, но появился микроперекос. В закрытом состоянии течи не было, а вот когда начали работать — через полгода появился свист на одном из седел. Разобрали — видно, что износ идёт только с одной стороны. Диск задвижки был в порядке, а вот посадку его нарушили.
Отсюда вывод: даже если вы покупаете готовый узел у проверенного поставщика, такого как ООО ?Сычуань Сыдаэр?, которые предлагают решения под ключ, включая шеф-монтаж, — не пренебрегайте этим сервисом. Их специалист на месте проследит за правильностью установки, что для КИПиА и арматуры критично. Самодеятельность здесь дороже обходится.
Притирка на месте — отдельная песня. Раньше её делали вручную, пастой. Сейчас часто идут с прецизионной механической обработкой, и считается, что притирка не нужна. В большинстве случаев — да. Но для высоких классов герметичности (например, по ГОСТ 9544 Class А) иногда всё же требуется доводка пар в сборе. Важно не перестараться и не снять лишний слой наплавки.
Случаи из практики: когда теория расходится с реальностью
Был у нас проект, где по расчётам для насыщенного пара подходила задвижка с диском из хромомолибденовой стали с уплотнением ?металл по металлу?. Поставили. Через три месяца — течь по штоку. Разобрали. Оказалось, из-за частых теплосмен (пуск-останов) корпус немного ?вело?, появился нерасчётный изгиб штока. И диск, который жёстко сидит на штоке, начал подклинивать, нарушилась параллельность хода. Герметичность нарушилась не из-за износа седла, а из-за деформации всей системы.
Это к вопросу о том, что выбирать диск задвижки нужно не в отрыве, а в связке с конструктивом всего узла, с учётом реальных режимов работы, а не только паспортных данных. Комплексный подход, который декларирует scstar.ru в своей работе, как раз направлен на предотвращение таких ситуаций. Они анализируют всю систему, а не просто подбирают деталь по таблице.
Другой случай — работа с абразивными суспензиями на горно-обогатительной фабрике. Там убийственная среда для любой арматуры. Перепробовали разные варианты наплавки дисков. Помогло только комбинированное решение: очень твёрдый сплав на кромке + эластичное кольцевое уплотнение по периметру самого диска. Да, конструкция усложнилась, но ресурс вырос в разы. Иногда стандартного решения просто нет.
Вопросы логистики, замены и совместимости
Часто сталкиваешься с проблемой, когда нужно заменить диск на уже работающей, скажем, лет 20, задвижке. Производитель оригинала может уже не существовать. Казалось бы, снять замеры и заказать аналог. Но не всё так просто. Старые задвижки часто имели допуски по ГОСТу, которые отличаются от современных стандартов, например, EN или ASME. Разница в доли миллиметра по конусу или углу — и диск не сядет, или будет болтаться.
В таких случаях без опытного инженера и, возможно, пробной механической обработки не обойтись. Нужно понимать, что ты делаешь: пытаешься восстановить геометрию оригинала или адаптировать под него новую, более современную деталь. Сервисные подразделения компаний, занимающихся комплексным снабжением, типа упомянутой ООО ?Сычуань Сыдаэр Технологические инновации и услуги?, обычно имеют наработанные базы по старым типоразмерам и могут предложить решение, а не просто отгрузку с завода.
И ещё про совместимость материалов. Нельзя воткнуть бронзовый диск в чугунный корпус, если среда — морская вода. Будет электрохимическая коррозия. Кажется, очевидно. Но в погоне за стойкостью к основной среде иногда забывают про пару ?диск-седло-корпус? как гальваническую пару. Всегда нужно смотреть на всю картину.
Вместо заключения: на что смотреть сегодня
Сейчас тренд — это не просто надёжность, а предсказуемость состояния. Всё чаще задвижки идут с датчиками, а это накладывает отпечаток и на конструкцию диска. Например, для точного позиционирования ?закрыто? нужна идеальная повторяемость посадки. Любой намёк на задиры или неравномерный износ — и система диагностики будет выдавать ошибку.
Поэтому при выборе я бы советовал обращать внимание не только на брошюрные характеристики, но и на репутацию производителя в части контроля качества именно этой детали. Запросить отчёт о твёрдости, ультразвуковом контроле наплавки. Это уже нормальная практика.
И конечно, работать с теми, кто понимает предмет изнутри, а не просто торгует железом. Когда поставщик, как команда с scstar.ru, предлагает инжиниринг, подбор и сервис в комплексе — это другое дело. Они, зная всю подноготную работы диска задвижки в системе, могут предотвратить проблемы на этапе проектирования или подбора. Что в итоге выходит дешевле, чем героический ремонт потом. Проверено.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Конусный затвор
Конусный затвор -
 Регулирующий клапан для малых расходов
Регулирующий клапан для малых расходов -
 Шаровой кран с теплоизоляционной рубашкой
Шаровой кран с теплоизоляционной рубашкой -
 Электрический привод для крана
Электрический привод для крана -
 Полностью сварной кованый стальной шаровой кран
Полностью сварной кованый стальной шаровой кран -
 Трехходовой Y-образный шаровой кран
Трехходовой Y-образный шаровой кран -
 Сверхнизкотемпературный шаровой кран верхнего монтажа
Сверхнизкотемпературный шаровой кран верхнего монтажа -
 Привод рычажного типа для крана
Привод рычажного типа для крана -
 Высокотемпературный шаровой кран
Высокотемпературный шаровой кран -
 Высокоизносостойкий шаровой кран
Высокоизносостойкий шаровой кран -
 Магистральный шаровой кран верхнего монтажа
Магистральный шаровой кран верхнего монтажа -
 Пароохладитель кольцевой впрыскивающий
Пароохладитель кольцевой впрыскивающий